Purchase Our Products

Printing Service
![]()
![]()
![]()
![]()
Pure Copper
CuCrNb
CuCrZr
CuSn10


Email:info@addireen.com

Contact Us

WeChat
official account


TOP
Resources
Laser Wavelength Considerations in Copper 3D Printing: Why Green Outperforms
Category:Technology
Area:Copper 3D Printing; Laser Wavelength
Release time:2025-07-24
Last update:2025-07-24
Copper exhibits exceptional thermal and electrical conductivity, enabling its extensive application in sectors such as aerospace, new energy vehicles, and high performance computing. Despite its industrial significance, copper remains challenging to process efficiently and with high quality via additive manufacturing techniques. One critical consideration is the laser wavelength utilized during the printing process.
The laser absorptivity of metallic materials depends strongly on laser wavelength, with shorter wavelengths generally resulting in higher absorptance. For solid copper at room temperature, absorptance is less than 5% in the near-infrared region (1020-1080nm), but increases significantly to approximately 40% in the green region (515-535nm) and up to 50% in the blue region (440-460nm). This suggests that using green or blue lasers, compared to near-infrared, can substantially enhance copper’s laser absorptance, thereby achieving adequate heating and melting.
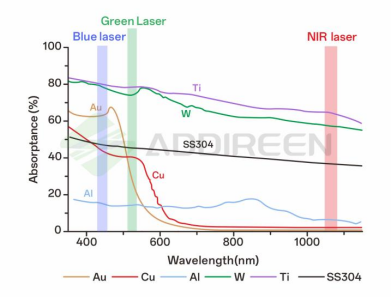
Figure 1. Laser absorptance (%) of various metallic materials at different wavelengths (Courtesy ADDIREEN)
Near-Infrared Lasers: The Hidden Costs of a Mature Technology
Currently, most metal 3D printers employ near-infrared lasers as the laser source. This technology is mature, offering high output power at a relatively reasonable cost. However, it also presents notable limitations. To overcome copper’s low absorption of laser energy, manufacturers typically increase the laser power to achieve adequate melting. As the surface temperature of copper approaches approximately 1400K, its absorptivity rises from about 10% to a sudden jump to around 17%. This sharp increase can cause instability in the melt pool, leading to violent reactions such as spatter ejection, and may also result in material collapse, porosity, and other defects. These issues directly compromise the density and surface quality of the printed part.
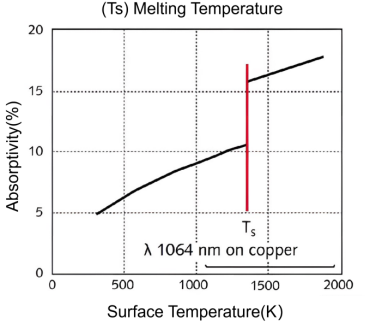
Figure 2. Infrared (IR) laser transition from solid to molten (Courtesy LASER FOCUS WORLD)
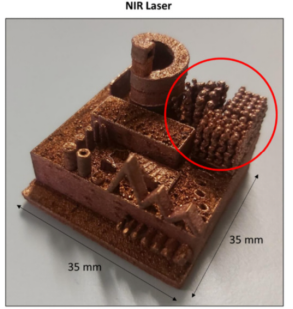
Figure 3. Structural deformation observed in pure copper during near-infrared LPBF (highlighted in red) (DOI: 10.3217/978-3-85125-968-1-02)
Another common practice is to focus the laser to a smaller spot size, which requires optical systems with shorter focal lengths. This approach increases the energy density at the laser spot and can partially compensate for copper’s low absorptivity of near-infrared laser radiation. However, it also introduces a critical issue: copper has high reflectivity to near-infrared lasers, and much of the unabsorbed laser energy may reflect back along the shortened optical path when printing. The reflected energy can damage internal optical components, thereby affecting system stability and shortening equipment lifespan. Even high-quality optical lenses cannot fully withstand prolonged exposure to such intense reflections, ultimately leading to increased maintenance and operational costs.
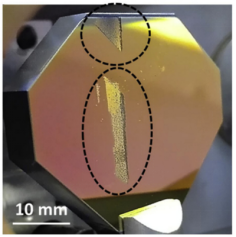
Figure 4. Damage to optics in the LPBF using NIR laser for copper (Source: https://doi.org/10.1016/j.matdes.2025.113742)
Blue Lasers: Technical Barriers to an Otherwise Ideal Solution
Theoretically, copper demonstrates greater absorptivity at shorter wavelengths, making blue lasers appear to be a potentially ideal option. However, at present, blue lasers can only be generated using laser diodes, each of which possesses inherently limited output power. To achieve sufficient energy, multiple diodes must be coupled, often resulting in poor beam quality that prevents effective focusing. The inability to effectively focus the laser beam means a large spot size, limiting the formation of fine details. Consequently, printed parts often fall short in resolution and exhibit inferior surface quality. Thus, despite copper’s high absorptivity of blue lasers, technical limitations currently hinder the utilization of blue lasers in high-precision metal additive manufacturing.
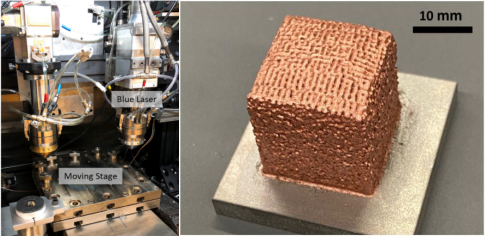
Figure 5. 20×20×20mm pure copper cube fabricated by blue-laser DED (Source: https://doi.org/10.1016/j.jmapro.2022.11.064)
Green Lasers: The Optimal Balance Point
Conversely, green lasers have been shown to strike an optimal balance between near-infrared and blue lasers, addressing the limitations of both. Copper’s absorptivity for the green laser is closer to that for blue and significantly higher than that for near-infrared, enabling sufficient energy absorption to support melting. Furthermore, green lasers are produced through frequency doubling of near-infrared laser sources. This process preserves the high output power and excellent beam quality of commercially mature near-infrared laser technology, while benefiting from the enhanced absorptivity associated with shorter wavelengths. Since the initial absorption is high in the green wavelength, temperature-induced changes in absorption aren’t as impactful, allowing for finer control. Consequently, parts printed using green lasers tend to exhibit higher density and improved surface quality.
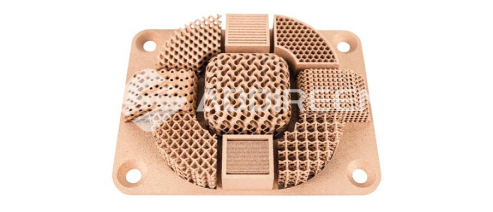
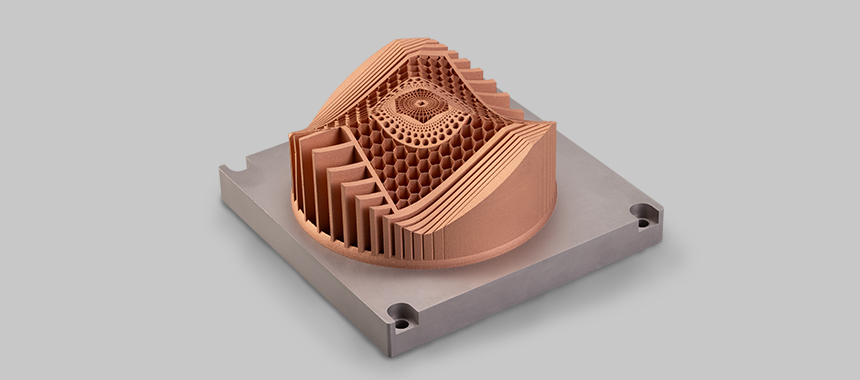
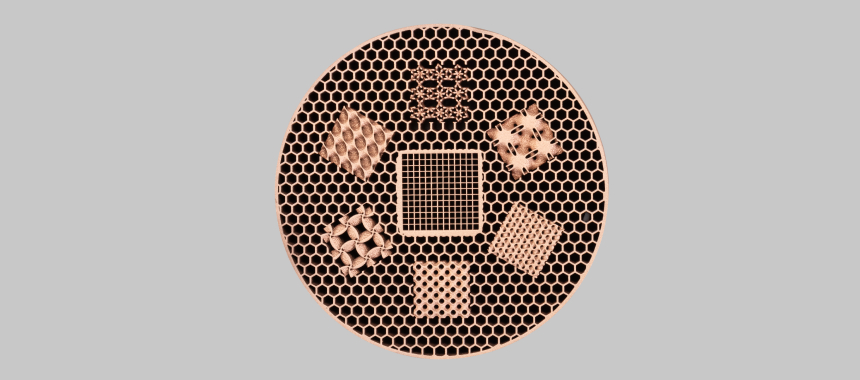
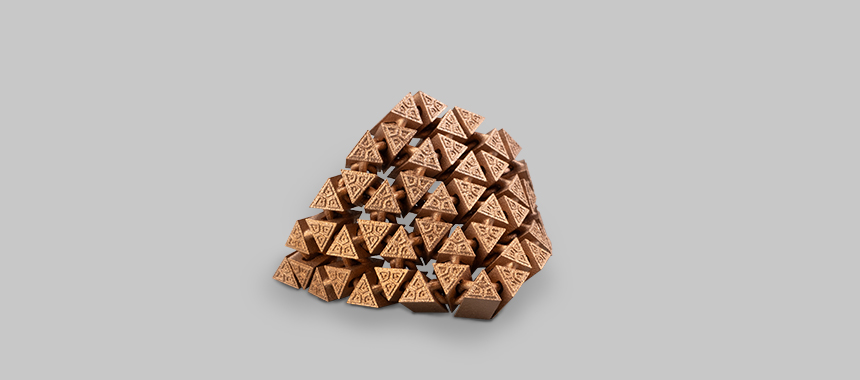
Figure 6. Lattice structures of pure copper fabricated by green-laser LPBF (Courtesy ADDIREEN)
Green lasers can be categorized into two types: continuous and pulsed, based on the output characteristics. Their performance in copper 3D printing applications differs significantly. Continuous wave lasers emit energy uniformly throughout operation, ensuring consistent and uninterrupted energy delivery. Pulsed lasers, by contrast, release energy intermittently at extremely short time intervals. The quasi-continuous wave mode, characterized by high-frequency pulsed operation, lies between the two. Although it appears to provide continuous energy, brief interruptions persist at finer temporal scales, indicating that it cannot achieve truly continuous output.
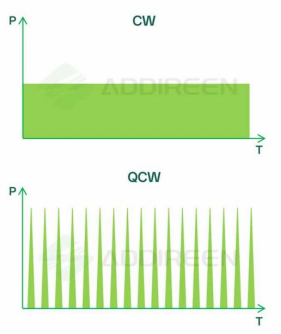
Figure 7. Comparison of operating modes between GD Laser CW green laser and IPG Quasi-CW green laser (Courtesy ADDIREEN)
Research has shown that due to the pulsed nature of the laser, molten regions within the copper material tend to collapse, resulting in pores and a reduction in the relative density of the weld (Heinrich et al., 2022). A similar phenomenon can occur in copper 3D printing, where the instability of the molten pool under pulsed laser operation increases porosity and reduces the final part density. In contrast, continuous wave lasers provide a stable and sustained temperature profile due to uninterrupted energy input, effectively suppressing pore formation and enhancing both density and surface quality.
Focusing Performance Comparison of Mainstream Short-Wavelength Lasers
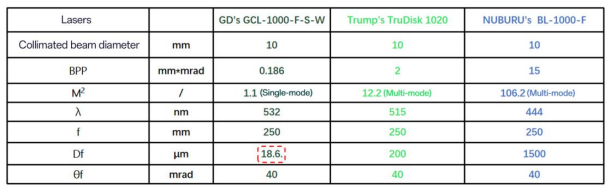
Figure 8. Comparison of laser beam characteristics across different laser types (Courtesy ADDIREEN)
Figure 8 compares the beam parameters of a single-mode CW green laser (GD’s GCL-1000-F-S-W), a multi-mode CW green laser (Trumpf’s TruDisk 1020), and a blue laser (NUBURU’s BL-1000-F). Under identical collimated beam diameter and focal length (f), the single-mode green laser (M²=1.1) demonstrates the best focusing performance, achieving the smallest focal spot diameter (Df) of 18.6 μm. By comparison, the multi-mode green laser (M²=12.2) produces a 200 μm spot, while the blue laser, with a much higher M² of 106.2, yields a 1500 μm spot. These results confirm that beam quality improves as the M² value approaches 1. Under the same conditions, a smaller focal spot leads to higher energy concentration and a more stable molten pool. Thus, the single-mode CW green laser is considered the most suitable option for high-precision, high-density, and efficient copper 3D printing.
Across industries employing 3D printing for copper components, the selection of laser wavelength is of paramount importance. While near-infrared lasers benefit from mature technology, copper's low absorptivity at these wavelengths limits printing effectiveness. Blue lasers offer higher absorption, yet achieving high-precision manufacturing remains challenging. Conversely, green lasers demonstrate an optimal balance of absorption efficiency, focusability, and printing quality. This trend has driven the adoption of green laser technology in an increasing number of next-generation 3D printing systems. This adoption is indicative of both technological advancement and the effective integration of scientific and engineering principles.
Related materials (other grades)

Subscribe
Sign up for product updates and promotions!
I agree to receive industry news, product and service promotions, and all other relevant Addireen communications.




Contact Us
Shenzhen Addireen Technologies Co., Ltd.
No. 3 Xingye Road, Shilong Community, Shiyan Street, Bao'an District, Shenzhen, Guangdong, China.
(+86) 193-5719-8013
info@addireen.com
Copyright © 2010 - 2014 phpMyWind.com All Rights Reserved | 粤ICP备2024303078号-1