





购买我们的产品

资源中心
新能源汽车迈入千伏时代,绿激光纯铜 3D 打印重塑车载散热格局
类别:应用案例
领域:
发布时间:2026年06月29日
最后更新:2026年06月29日

新能源汽车迈入千伏时代,绿激光纯铜 3D 打印重塑车载散热格局
新能源汽车跨入800V高压时代,功率模块的热流密度正以前所未有的速度攀升。希禾增材绿激光3D纯铜打印技术突破传统制造局限,提供高性能纯铜散热件量产新路径。
中国汽车工业协会数据显示,新能源汽车渗透率已超50%,电驱系统普遍迈向800V乃至1000V高压平台。电压等级跃升使功率模块(IGBT/SiC)热管理难度剧增,散热已从辅助设计演变为决定整车性能与寿命的核心瓶颈。

图片来源:芯聚能半导体
1. 功率模块的散热挑战
(1)IGBT的热极限
Si-IGBT是当前新能源车主驱逆变器的绝对主力。它的“体温”上限,真正的敌人不是“高温”,而是 “热循环”。 热失效的典型模式:

(2)SiC 的“高温潜力”与“散热悖论”
SiC被寄予厚望,其禁带宽度是Si的3倍,理论结温可承受200℃以上,但仍然面临三个现实困境:
为了发挥高压平台优势,SiC模块往往设计得更紧凑,芯片面积更小,导致热流密度不降反增。
封装材料(焊料、陶瓷基板、导热胶)各层界面贡献的热阻,导致实际结温远高于壳温。
高温下的栅氧层可靠性,SiC的栅氧化层在高温下退化加速。
所以,SiC面临的是如何将极度集中的热量,在极短路径内高效导出。
2. 常规Pin-Fin冷板工艺与材料的双重局限
目前,车规级功率模块最主流的散热方案是Pin-Fin(针翅)直接液冷板——通过冷却液直接冲击针状鳍片带走热量。然而,这一方案正面临三重硬约束:
工艺受限:CNC铣削与钎焊组装难以加工更致密、更复杂的微观结构,Pin-Fin的尺寸、密度及排列方式均受制于刀具精度。
界面热阻叠加:传统间接液冷路径中,热量需依次穿过焊料层、DCB陶瓷覆铜板、导热硅脂等多层介质,每一层界面都会贡献额外热阻。
铜材料难以利用:纯铜导热系数约400W/(m·K),是铝合金的2.5倍,但高反射率使其极难加工。传统红外激光对铜的吸收率仅约5%,3D打印近乎不可能。
受限于上述因素,工程师只能退而求其次,采用铝合金散热器或更复杂的装配工艺,但无论性能还是成本,都远未达到预期。
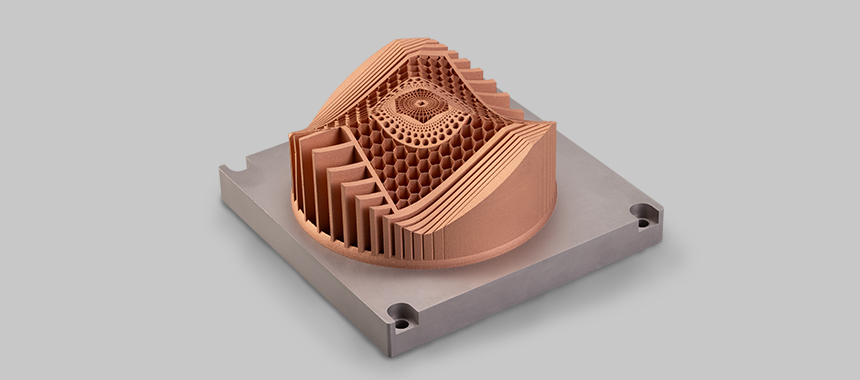
3. 绿光赋能,解锁纯铜液冷板极限制造潜力
传统光纤激光(近红外)波长约为1064nm,纯铜对其吸收率极低。而532nm的绿光,在纯铜表面的吸收率能够提升8~10倍,达到40%以上。绿激光3D纯铜打印将微通道液冷板最小壁厚突破至0.06mm,致密度超过99.9%。3D打印纯铜部件的热学与电学性能,实现突破性升级,高效化解高压功率器件高热失效难题。

依托希禾增材绿激光纯铜打印技术,纯铜液冷板得以突破传统制造局限,在结构、换热与精准控温上实现多重升级。
(1)一体化成形,消除界面热阻
传统液冷板需要钎焊或多部件拼接,每个界面都贡献热阻,还有泄漏风险。3D打印实现无焊缝、无拼接的一体化结构,导热路径连续无中断。
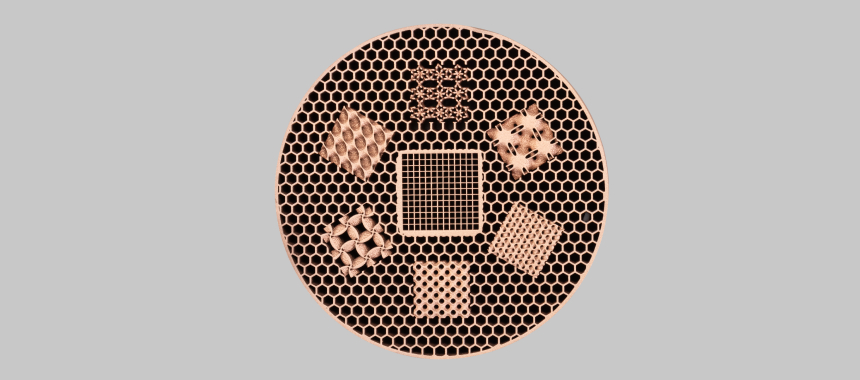
(2)超精密通道,最大化对流换热
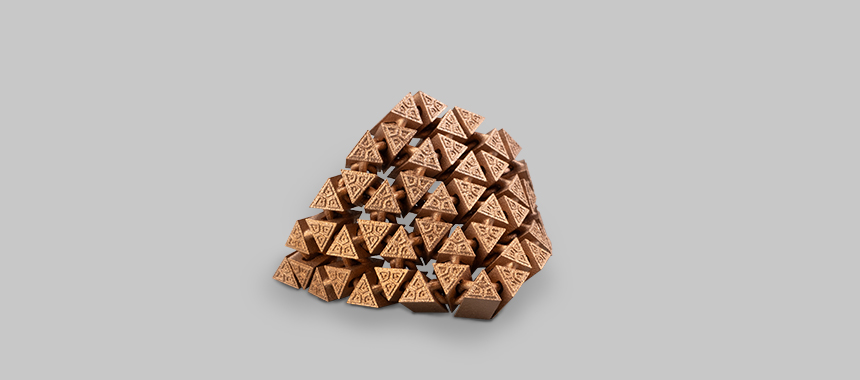
3D打印可以轻松实现CNC无法加工的微米级通道、随形流道乃至TPMS(三周期最小曲面) 结构。这些设计在有限体积内指数级提升热交换面积。
(3)精准应对芯片热点
SiC芯片的热分布并不均匀,局部热点才是失效的导火索。3D打印允许设计师在热源最集中的区域布置更密集的微通道阵列,实现“精准散热”,而非传统的“平均散热”。


4. 聚焦高压车载,纯铜液冷板产业化优势
助力800V平台全面落地
绿激光纯铜液冷板能够将功率模块的结温控制在更低水平,让更快的充电速度、更长的续航里程,由此成为现实。
大幅缩短研发周期,降低系统成本
传统散热器开发涉及模具开模、钎焊工装等环节,周期长、效率低。而使用3D打印技术无需模具投入,小批量、多品种的研发和生产成本显著下降。
激活国产全链条制造能力
背靠公大激光的绿光光源技术,希禾增材以自研工业级绿激光3D打印设备为核心,同步自主研发纯铜及铜合金粉末材料,实现了高性能铜基增材制造的全链路国产化。

随着 800V高压平台车型从高端向主流市场加速渗透,SiC功率模块从充电桩全面进入主驱逆变器,3D打印纯铜液冷板的市场空间快速打开。
绿激光纯铜3D打印的核心价值,在于释放设计自由度。当热管理不再受制于制造工艺,新能源汽车电驱系统的性能边界将被重新定义。
相关材料(其他牌号)





