





Purchase Our Products

Resources
Engineering a Monolithic Liquid Cold Plate: Flow Redesign and Manufacturing Data
Category:Case Study
Area:monolithic liquid cold plate, metal 3D printing, LPBF copper cold plate, thermal management additive manufacturing, DfAM cooling channel design, powder bed fusion aluminum, corrugated fin heat exchang
Release time:2026-07-09
Last update:2026-07-09
Engineering a Monolithic Liquid Cold Plate: Flow Redesign and Manufacturing Data
In advanced thermal management research, custom dimensions and tight space limits are standard. Traditional machining and brazing often hit a wall when trying to balance high thermal conductivity with a compact footprint.
Recently, we analyzed a liquid cold plate sample produced via metal 3D printing. Stripping away the additive manufacturing buzzwords, here is a look at its actual engineering performance, focusing strictly on fluid logic, structural geometry, and measured production data.
From Welded Assembly to a Single Part
Standard liquid cold plates are brazed assemblies consisting of fins, baffles, side panels, and fittings. More seams inherently mean a higher risk of leaks under long-term, high-pressure fluid operation. Moreover, regardless of how the brazing process is tuned, thermal contact resistance at these joined interfaces is unavoidable.
By printing this cold plate as a single component, we skip the assembly and welding phases entirely. This physically removes interfacial thermal resistance—allowing heat to conduct directly through a continuous metal lattice—while simultaneously mitigating the risk of seam leaks.
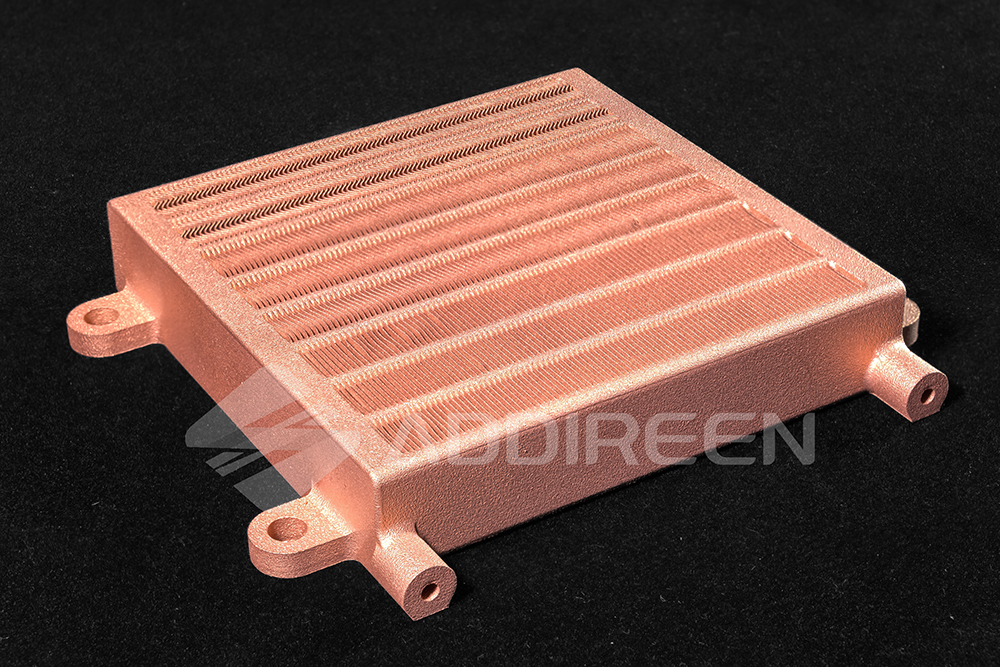
Figure 1. Addireen 3D-Printed Pure Copper Liquid Cold Plates.
Fluid Dynamics: Corrugated Fins and Flow Resistance
The core heat exchange zone utilizes densely packed, thin corrugated fins. This undulating geometry increases the surface area within a limited volume. As fluid passes over these structures, it generates localized turbulence, effectively breaking up the thermal boundary layers that typically form in straight cooling channels.
Since densely packed fins inherently raise flow resistance, the internal layout incorporates multiple parallel flow channels. This configuration manages the overall system pressure drop, ensuring that standard-capacity pumps can easily drive the fluid circulation.
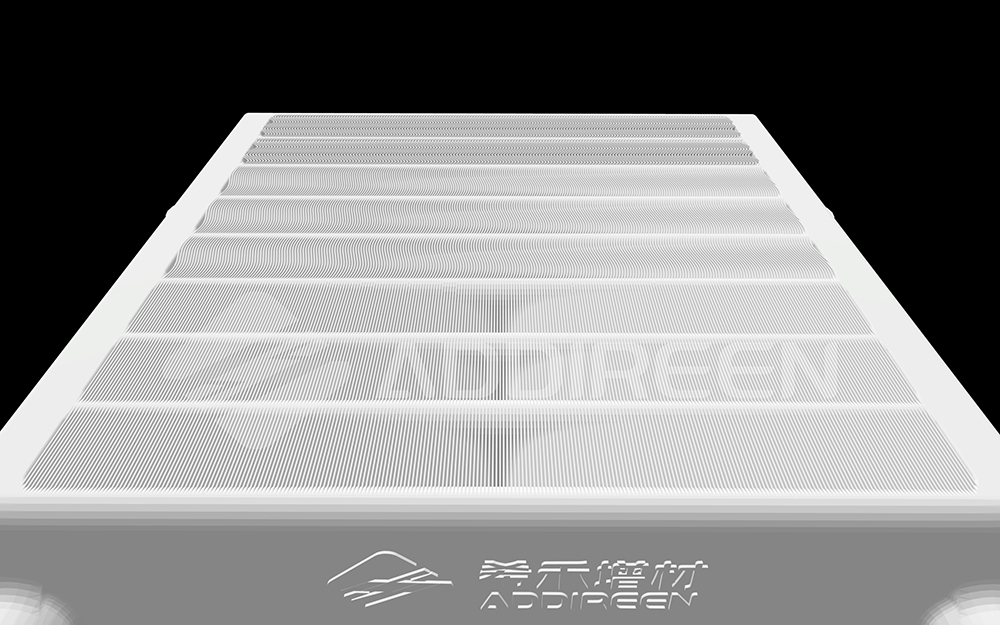
Figure 2. Internal parallel flow channels and densely packed corrugated fin geometry.
DfAM and Powder Evacuation
Experimental hardware needs to account for both thermodynamics and Design for Additive Manufacturing (DfAM) principles.
Support-Free Ceilings: The internal channels use a self-forming roof design, with walls oriented perpendicular to the build plate. This yields high surface quality and eliminates the need for internal solid supports, resolving the physical impossibility of clearing support structures from blind holes.
Direct-Connect Geometry: Fins and channel walls are integrally printed. This provides the structural stiffness required to withstand fluid pressure and ensures direct heat transfer.
Clearing Unfused Powder: To address the known difficulty of powder removal in powder bed fusion, the internal channel spacing is strictly capped at 1.5 mm. Paired with a straight-through parallel layout, this ensures unfused powder clears out completely, preventing loose particles from detaching and clogging the system later.
Manufacturing Limits: Copper vs. Aluminum
Monolithic printing is not restricted by tool clearance or stamping deformations, allowing for significantly thinner wall structures. Based on specific thermal loads and budget requirements, the measured data for two material variants is detailed below:
Pure Copper Variant: Processed utilizing green laser technology, the core heat transfer zone achieves a minimum wall thickness of 0.1 mm. Measured thermal conductivity is stable at ~400 W/(m·K), with electrical conductivity reaching ~100% IACS. This variant targets extreme heat flux environments or compound testing conditions requiring high current conduction.
Aluminum Alloy Variant: Minimum wall thickness is controlled at 0.3 mm, with an internal surface roughness (Ra) of ~8 μm and a relative density of ~99.9%. Following a 300 °C/2 h annealing process, thermal conductivity reaches 185 W/(m·K). This provides a cost-efficient option prioritizing weight reduction.
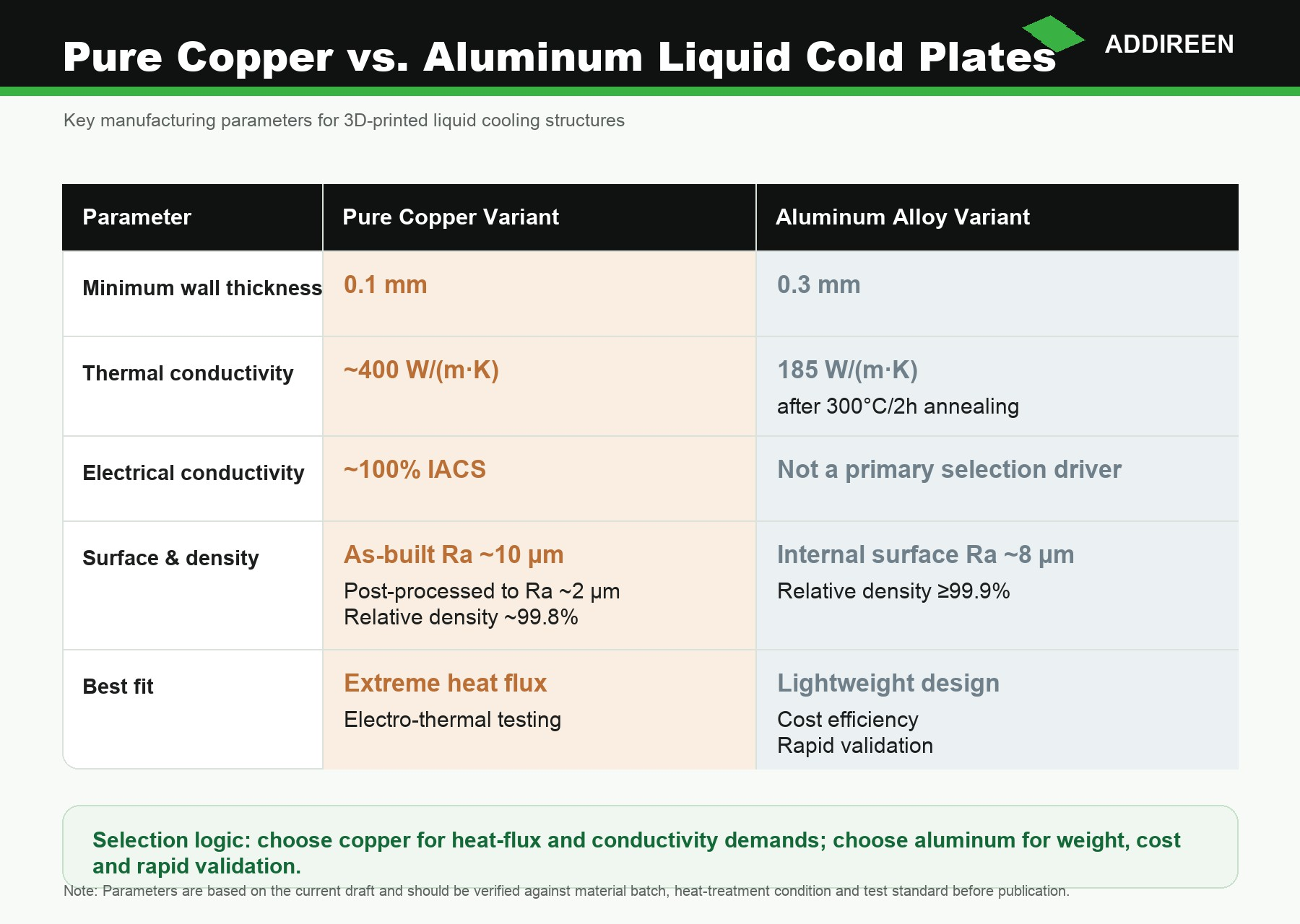
Figure 3. Pure copper prioritizes high thermal and electrical conductivity for high-heat-flux or electro-thermal testing conditions, while aluminum alloy provides a balanced option for lightweight and cost-sensitive thermal designs.
Hardware Support for R&D
Thermal experiments frequently require iterative adjustments to physical interfaces and internal topological channels. Tooling-free manufacturing offers a direct pathway to turn CAD models into physical hardware. For R&D teams and academic research institutions, this provides the rapid, reliable pure copper and aluminum components needed to validate fundamental fluid theory and next-generation cooling architectures.
For a detailed evaluation of material properties and process standards relevant to your project, please refer to our Material Specifications.
To explore further applications, review our Advanced Thermal Management Solutions.
We provide an end-to-end manufacturing workflow, encompassing early-stage channel printability assessment, thermal structure design, customized powder removal strategies, and final post-processing services, including CNC precision machining and inspection. If your R&D team is developing lightweight thermal management systems, contact us for a technical review to receive a tailored process and material evaluation.
Metal 3D Printing Service Platform: https://www.addireennow.com
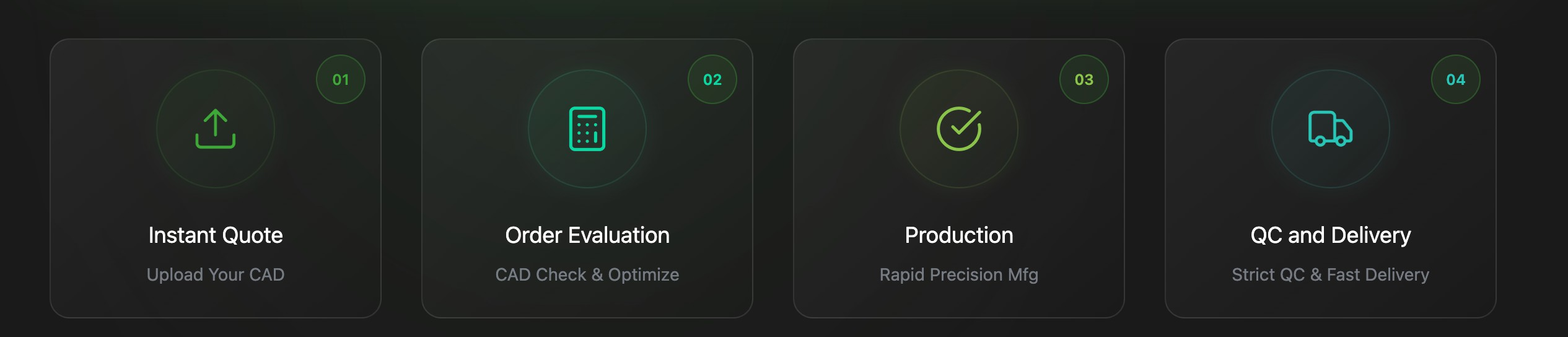
Figure 4 End-to-End Additive Manufacturing Workflow: From CAD review, manufacturability assessment, and DfAM optimization, to precision printing, post-processing, and final inspection.
Looking for 3D Printing Services?
For on-demand manufacturing, part production, and instant quotes, please visit our dedicated Service Bureau platform by clicking the button to the right.
Printing Service
Unlock Green Laser Metal AM: Your Partner for Equipment & Services
Business Cooperation & Equipment Inquiries
Interested in acquiring our Green Laser AM systems or exploring partnership opportunities? Please fill out the form below, and our sales team will contact you shortly.
I confirm that I accept the Privacy Policy.





Subscribe
Sign up for product updates and promotions!
I agree to receive industry news, product and service promotions, and all other relevant Addireen communications.




Contact Us
Shenzhen Addireen Technologies Co., Ltd.
Building 7, Detai Technology Park, Dalang Street, Longhua District, Shenzhen, Guangdong, China.
(+86) 193-5719-8013
Copyright © 2026 Addireen. All Rights Reserved | 粤ICP备2024303078号-1